1 前言
燒結的生產工藝穩定性,取決于水碳的平衡穩定,而關鍵在于原料水分的分配與控制,為進一步降本增效,改善高爐爐料結構,深挖現我廠燒結機生產潛力,根據目前我廠燒結機工藝及日常給料狀況,進行分析。通過半年的生產實踐,改善了燒結料的水分波動,使燒結生產進一步平衡穩定以及提高了燒結礦的產質量。
2 水分在燒結生產中的作用
2.1 混合料加水的目的
燒結物料在經過混合制粒前,其粒度較細,如含鐵原料中精礦粉含0-3mm粒級60%以上,而熔劑及燃料在原料準備過程中均經過了破碎加工,其中0-3mm部分含量在80%以上,尤其是其中<0.5mm粉末約占總重量的40%左右,這樣細粒級的原料在進行燒結時會嚴重影響燒結料層的透氣性,甚**在進行抽風燒結時會被通過料層的氣流帶走,造成原料的流失,嚴重影響燒結過程的正常進行。因此,必須對各原料組分進行混合與制粒,使其成為粒度相對均勻且較粗的混合料,以此提高料層透氣性。
燒結所使用的原料包括含鐵原料、熔劑和燃料,這些物料都含有一定量的原始水分,但其水分值達不到燒結要求,因此,在燒結混合過程中要根據原始水分的大小分別在一次混合與二次混合時補充水分。
一次混合主要目的是加水潤濕、混勻,使混合料水分、粒度及料中各組分均勻分布,而二次混合除繼續混勻外,還要進行補充潤濕,其主要目的是制粒,此時還可以以蒸汽的形式補充水分,同時起到預熱物料的作用,可以強化燒結過程。
2.2 水分對燒結料層透氣性的影響
燒結料中含結晶水和物理水,前者主要來源于礦石本身,后者來源于物料的外來添加水。在粉狀的燒結料中加水,主要是有助于混合料的成球、制粒,改善料層的透氣性;其次是在燒結過程中,水分有吸熱、傳熱功能,能有效改善或增加料層的熱交換條件;再次是降低物料表面粗糙度,在類似潤滑劑作用下,供給了燒結燃燒過程微量的氧,減少了氣流阻力,強化燒結過程。如水分過干時,會出現點火時火焰外噴,表面結不成塊,機尾出現夾生料,返礦上升,燒結成品率降低,燒結礦的強度也同時降低。如出現水分過大時,會增加燒結過濕層的厚度,增加了氣流阻力,惡化了燒結透氣性,降低燒結垂直燒結速度,降低燒結礦產量。
實踐證明,燒結**佳水分值比混合料**佳制粒水分值低0.5-1.0%,根據混合料水分大小調節加水,主要是為了造球。經過混合料造球,減少了0-3mm級別含量,可以在很大程度上提高燒結料層透氣性,增加燒結產量和提高質量。值得說明的是,球粒過大,垂直燒結速度會降低,產量降低。
3 水分分析與控制
3.1 混合料水分組成分析
根據上述水分作用機理,聯系我廠燒結生產實際,就可以通過加水控制使混合料的水分達到**佳狀態。燒結料的水分包括物料原有水分、一二混加水水分、二混蒸汽吸收水分和混合料礦槽預熱蒸汽水分。原則上一混混勻、加水潤濕、制粒造球,二混進一步造球,同時通蒸汽預熱,圓輥布料斗再通蒸汽進行預熱。
混合料中水分有五種存在形態:吸附水、薄膜水、分子結合水、毛細水及重力水。其中吸附水是物料固有的表面水分,不能自由流動,對制粒不起作用,而重力水則會在重力作用下發生遷移,使混合料出現滴水現象,它對制粒過程有害。這五種形態的水是隨著物料中水分值的增大逐漸出現的,因此,對混合料加水控制就是要使物料中的水分保持在**大分子結合水階段,而不致于出現重力水。
混合料造球分為三個階段:形成母球,母球長大,長大的母球密實,這三個階段都是在水分的作用下完成的。
形成母球:物料加水潤濕到**大分子結合水后,以返礦顆粒為核心開始形成母球,當物料繼續加水潤濕到毛細水階段時,潤濕的物料受到滾動和搓動的作用,借助毛細力作用,顆粒被拉向毛細水的中心形成母球,即毛細水含量較高的緊密顆粒的集合體。
母球長大:當加水適量時,母球表面水分含量接近適宜的毛細水含量,在其他礦粉中水分含量較低,接近**大分子結合水量,母球在造球機內滾動,進一步壓緊,物料之間毛細管形狀和尺寸發生改變,過剩的毛細水擠壓到母球表面,在運動中粘上潤濕程度相對較低的顆粒,多次重復之后,母球進一步長大。
長大母球密實:長大到符合標準要求尺寸的生球在滾動和搓動機械作用下,使生球內顆粒按接觸面積**大進行排列,使生球內顆粒進一步壓緊,若干顆粒共有一個薄膜層,形成生球,其中各顆粒靠分子粘結力,毛細力和內摩擦力作用相互結合,機械強度增大,若全部毛細水由生球中排出,則得到機械強度**大的生球。
混合料造球機理可概括為:滴水成核,霧化長大,無水密實。
實踐證明,燒結**佳水分值比混合料**佳制粒水分值低0.5-1.0%,根據混合料水分大小調節加水,主要是為了造球。經過混合料造球,減少了0-3mm級別含量,可以在很大程度上提高燒結料層透氣性,增加燒結產量和提高質量。值得說明的是,球粒過大,垂直燒結速度會降低,產量降低。 #p#分頁標題#e#
表3-1 2007年9月份實測二次混合后物料粒度為(五次平均值):

3.2.1混合料中的水分含量是決定制粒效果的關鍵因素
燒結混合料中的水分含量是決定制粒效果的關鍵因素之一,當燒結混合料水分控制為7%左右時,燒結混合料的制粒效果比較好,過高和過低的水分對改善燒結混合料的制粒效果都是不利的。圓筒混料機的填充率和轉速對燒結混合料混勻造球效果**關重要,直徑600mm 的圓筒混料機的適宜填充率為10%左右,適宜轉速為20rpm 左右。混勻造球時間在很大程度上決定著燒結混合料的混勻造球效果的好壞,混勻造球時間越長,燒結混合料的混勻造球效果越好,但混勻造球時間超過7min 后,燒結混合料的混勻造球效果改善幅度比較小。
3.2.2 一混水分控制
一般一混水分控制在6.0±0.2%,對造球效果**理想。根據礦種親水性不同,適當調節水分,一般親水性好,粒度較細的精礦粉相應少0.2%的水分,因為水分被充分吸收,不易在輸送過程中揮發而損耗。粗粒度,親水性差的物料相應增加0.2 %水分左右,因為混合料水分沒有被充分吸收進物料中,吸咐在物料表面的水分相對在運輸過程中蒸發而走失。
在一混出料口用肉眼觀測判斷水分:水分過小時,下料處有少量的粉未,混合料松散,小球顆粒甚少,粒度細,手握不能成團;水分適宜時,色澤均勻,料面無特殊光澤,在皮帶上基本成自然堆角,不粘不散,細粉較少,手握成團,有柔和感,但不粘手或有少量的粉料粘在手上,抖動即散,有微觀上的小球顆粒分布;水分過大時,物料粘性增加,皮帶上很不均勻,在物料表面可以看到未吸收的水分,料有深色光澤,手握成團,抖動不易散開,有泥質粘在手上。
從生產實踐可以證明,當一混水分上下波動超過0.4%以上,對燒結的產質量影響很大。造成一混水分波動的原因很多,一般要求混勻礦水分在7.2%左右,白云石、石灰石水分在3%左右,焦粉水分在10%左右,生石灰水分要確保充分消化,冷返礦配量及配料量的增減要相對的穩定,有利于一混加水控制及穩定。物料原始水分過濕、過干都不利,如果物料相對過濕,水分基本飽和形成泥狀,無法提供一混加水潤濕、造球條件,物料過干雖然可以充分混勻,但在加水過程中,物料吸水過快,形不成制粒核心,對成球速度及強度不利。所以所有的來料物理含水量要滿足混勻、制粒所必須的空間和條件。
3.2.3 二混水分控制
物料進入二次混合機后,在水蒸汽下進一步被潤濕、制粒。吸水大約在0.4%-0.5%左右。料溫在露點以上,在主機布料過程中會損失0.1%左右的水分蒸發,故燒結料水分一般在6.8±0.2較理想。
3.2.4 預熱蒸汽控制
由于我廠混合料溫一直較低,故采用二混圓筒和機頭布料斗通蒸汽預熱來提高料溫。在料溫提高的同時,蒸汽中含有的水分對混合料水分也產生了一定的影響。在生產過程中我們一般都是在保證燒結料水分穩定的前提下盡量加大蒸汽量來提高料溫。
表4-1 燒結料溫度與過濕層水分的關系
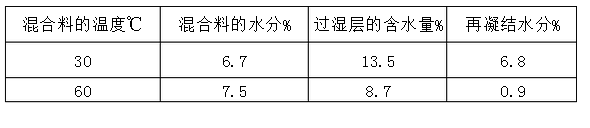
從表4-1可以看出,當燒結料溫由原來的30℃,提高到60℃時,再凝結水分就大量減少了,幾乎接近不再凝結了。再凝結水分減少,保證過濕帶水分仍在混合料**佳水分范圍內,使燒結料層透氣性得到了改善,燒結生產率顯著提高。
3.2.5 燒結過程水分的判斷與控制
在長期的生產實踐中,根據燒結生產過程的主要因素,把提高生產能力的經驗做了歸納,提出了20字的技術操作方針:“精心備料、穩定水碳、減少漏風、低碳厚料、燒透篩盡”。
其中“穩定水碳”是穩定生產的保證條件。是指燒結料的水分、固定碳的含量要符合燒結的要求,且波動要小。燒結料的適宜水分是保證造球、改善料層透氣性的重要條件。燒結料中的固定碳是燒結過程的主要熱源。減少燒結料水、碳的波動就為燒結機的穩定操作創造了條件。因此,穩定水、碳是穩定燒結生產的關鍵性措施。
燒結過程中,混合料水分適宜時,臺車料面平整,點火火焰不外噴,機尾燒結礦斷面解理整齊。
混合料水分的變化除可以從機頭直接取混合料觀察外,機頭機尾的儀表也都有反映。水分過高時,下料不暢,布料器下的料面出現魚鱗片狀,臺車料面不平整,料層自動減薄,嚴重時點火火焰外噴,出點火器后料面點火不好,總管負壓升高,有時急劇升高,總管廢氣溫度急劇下降,機尾燒結礦層斷面紅火層變暗,強度變差。有窩料“花臉”,出現潮濕層。水分過小時,臺車料面光,料層自動加厚,點火火焰外撲,料面濺小火星,出點火器后的料面有浮灰,燒結過程下移緩慢,總管負壓升高,廢氣溫度下降,機尾燒結礦呈“花臉”,粉塵飛揚。水分不勻時,點火不勻,機尾燒結礦斷面出現“花臉”, 燒不透的現象,燒結礦孔小且發松疏散。 #p#分頁標題#e#
如果發現燒結料水分異常,燒結工要及時與二次混合聯系,并針對情況采取
相應的措施。一般應采取固定料層、調整機速的方法,水分偏大時減輕壓料,適當提高點火溫度和配碳量或降低機速,只有在萬不得已的情況下,才允許減薄料層厚度。
4 影響物料水分控制的不利因素及解決措施
(1)由于燒結一混供水水壓很不穩,給燒結料的水分控制帶來很水大的影響。后通過改造,增加了穩壓泵,穩定了一混的水壓,穩定了燒結料的水分。 (2)一混加水噴頭太大,無法霧化,建議更換噴頭或在現有噴頭處安裝高壓空氣,達到霧化效果。
(3)來料干濕不均,特別是混勻礦下雨天水分有8%~9%左右,生石灰及一混根本不用加水,不利混勻、成球。一般要求混勻礦水分在7.2%左右。在夏季水分會較干,在6.0%~7.0%左右,就要求料場在堆料時進行打水。還必須加強對料場堆料、取料進行系統科學分析和管理,滿足燒結生產工藝需要。
(4)焦粉的原始水分很不穩定,高時有19%左右,低時一般9%左右,造成了實際配碳量的波動,影響了燒結生產。建議對焦粉進行室內貯存,有利于焦粉的水分的控制。 (5)生石灰消化水的波動依然是影響一混水分的**主要因素,建議在堅持現有生石灰供應單位進行進料分倉使用的同時,對生石灰加水消化安裝流量表,確保生石灰加水操作平穩。減少一混的水分波動。
(6)二混蒸汽分布不勻,燒結機上混合料水分及料溫有偏差,調節閥門難以控制,后通過改造蒸汽總管,增裝分配蒸汽脫水器包,確保了燒結機料溫及水分的均衡性,并有效杜jue了燒結機的水分和料溫偏差引起的產能差異及機尾判斷差異。
(7)目前我廠采用的是二混和圓輥上的小漏斗加蒸汽進行預熱,但由于圓輥上的小漏斗一周有數個蒸汽閥門控制,造成四周的混合料偏濕,一般相差0.2%左右的水分,混合料料溫也相差較大,一般相差15~20℃左右,也就造成臺車兩邊的料點火不好,影響了表面的燒結礦強度。
(8)燒結機上要嚴格控制燒結終點溫度,一般要求倒數第二只風箱溫度在280℃以上,確保燒透燒好,減少返礦生成,并要嚴格控制返礦的流量穩定,減少一混的水分的波動,一般正常情況下30%左右。
5 結論
本文先從理論上分析了水分對燒結生產的作用,認為水分對強化混合料制粒、增強料層透氣性、加快垂直燒結速度和提高燒結產質量有著重要作用,然后結合燒結廠生產實際,總結了實際生產中的水分分析與控制,通過一、二混加水控制和預熱蒸汽控制,使混合料保持適宜的水分含量。**后針對影響物料水分不均的不利因素,闡述了改進方案和解決措施。



